
 开口/闭口轴承滑轮吊钩 起重滑车加工定制
¥320.00
开口/闭口轴承滑轮吊钩 起重滑车加工定制
¥320.00
- 商品
- 详情
参数
- 车削刀具类型
- 华菱品牌
- BN-H200型号
河南 郑州
1天内发货
1000片
开口/闭口轴承滑轮吊钩 起重滑车加工定制
¥320.00
产品详情
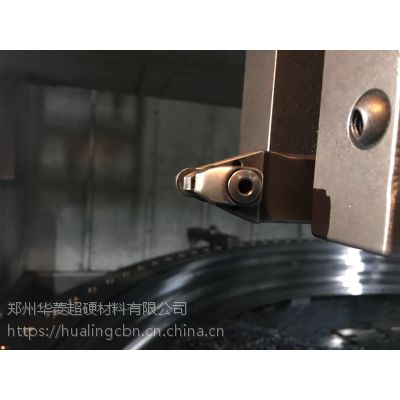
硬车削加工风电轴承的pcbn刀片,以车代磨加工超耐磨氮化硼刀片
风电轴承由于所处环境恶劣,维修成本高,常采用性能较好的42CrM0作为主要加工材料,同时采用热处理工艺提高风电轴承的使用寿命,热处理后硬度达到HRC45以上,而且尺寸直径大,对硬车削刀具要求极高。
如风电轴承的加工工艺要求有:
(1)端面基准面跳动<0.005mm;
(2)沟底跳动<0.005mm;
(3)滚道表面粗糙度Ra0.3μm;
(4)推力球轴承轴圈的壁厚差<0.01mm。
针对以上要求最初只有磨削工艺才能完成,但随着制造业的快速发展,企业不仅需要高质量产品,而且提出了高效率、低成本等要求,故硬车削(以车代磨)工艺是风电轴承行业的发展趋势,其加工效***,成本低,是磨削工艺无法与之抗衡的。
精加工风电轴承的pcbn刀具及刀片,必须要求较高的硬度,耐磨性和抗冲击性。华菱超硬立方氮化硼刀片均符合以上要求。针对风电轴承热处理后的硬度和变形量的大小,华菱超硬研制出相应的刀具牌号。如风电轴承精加工后的余量小于2mm,选择BN-H200牌号刀片,加工风电轴承的滚道和端面,切削参数如下图。加工效果:与陶瓷刀具相比,在切削速度高于陶瓷刀具的同时,刀片寿命是陶瓷刀片的7倍。并且粗糙度高于陶瓷刀片。
如热处理后的风电轴承余量大于2mm,则选择华菱超硬立方氮化硼pcbn刀片BN-H200牌号,如加工风电轴承的沟道部位,采用立式数控车床,粗加工Vc=100-150m/min;精加工Vc=180-200m/min,吃刀深度ap=1mm,粗糙度可达Ra0.4。
加工风电轴承对华菱刀片多种选择:
华菱超硬材料有限公司:
华菱超硬,作为我国超硬刀具国产化的先驱,以国家超硬材料重点实验室和河南科技大学为技术依托,自备超硬刀具研发中心,专注于脆硬材料和难切削材料加工用立方氮化硼刀具和高品级金刚石的研究方向,在以车代磨、***硬度重载切削、高速加工,难加工材料切削等细分领域独具优势。同时,依据河南超硬材料研究所的先天资源,在汽车行业、航空航天、核能***领域不断推陈出新CBN/PCD刀具和其他新材料工具,用户覆盖了中国大陆、中国台湾、德国、意大利、美国、韩国、日本等多个国家和地区。
为您推荐
更多 >
 在线问
在线问
产品参数
- 车削刀具
- 华菱
- BN-H200
- 聚晶立方氮化硼
- 否
- 河南郑州
- BN-H200
- RNGN090300
- 复合式
- 非涂层
- 车床
- 高硬度淬硬钢
- 立方氮化硼刀具
- 否
